- Промышленные виды резки металла
- Газокислородная резка металла
- Технология резки газом
- Термические способы резки
- Кислородная резка
- Плазменная резка металла
- Преимущества резки плазмой
- Нюансы лазерной резки металла
- Критерии выбора плазматрона
- Ручная резка металла
- Промышленные станки
- Чем резать толстый металл
- Газовая
- Сущность технологии
- Разновидности
- Предъявляемые требования
- Преимущества технологии
- Чем резать тонкий металл
- Чем лучше резать металл своими руками
- Частые сгибания-разгибания
- Рубка металла зубилом и молотком
- Ножовка по металлу
- Ручные ножницы
- Электролобзик
- Болгарка
- Сабельная пила
- Труборез
- Мультитул
- Пневматические ножницы
- Гильотинная
- Выбор листовых ножниц
- Виды
- Профессиональные и промышленные режущие инструменты по металлу
- Инструменты и станки для механической резки
- Гидроабразивная резка
- Технологии горячей резки
- Техника плазменной резки металла
- Механические варианты резки металла
- Приборы для плазменной резки
- Автоматические устройства
- Резка металла электродуговой сваркой — принцип процесса
Промышленные виды резки металла
Наиболее популярны технологии резки, позволяющие производить максимальное количество деталей высокой точности за короткий промежуток времени. На крупных предприятиях чаще всего используются:
- плазменная;
- лазерная;
- газовая;
- гидроабразивная
- резка металла на станках с ЧПУ
Плазменная резка — обработка токопроводящих металлов и диэлектриков любой твердости струей раскаленного газа (плазмы) при температуре 5-30 тысяч градусов Цельсия, разогнанной электрическим полем до скорости около 1500 м/с. Режется, в основном, листовой металл толщиной до 200 мм. После прохода струи плазмы получается очень тонкий, ровный и гладкий разрез, не требующий дополнительной обработки кромок. Технология плазменной резки одна из самых точных и быстрых. Прилегающая к разрезу зона металла не перегревается и структура ее не нарушается.

Технология лазерной резки
Лазерная резка — не уступает по точности обработке плазмой. В этом случае рабочим органом выступает мощный лазерный луч высокой точности фокусировки. Металл мгновенно плавиться, сгорает и испаряется, оставляя чистый узкий рез. Если производится обработка листов толщиной более 15 мм, то зона реза дополнительно обдувается инертным газом, воздухом или охлаждается водой. Чаще всего применяется лазерная резка при изготовлении сложных по контуру деталей из цветных металлов, сплавов и сталей толщиной 12-20 мм. Преимущество — возможность резки сверхтонких и очень хрупких материалов.
Гидроабразивная резка, в отличие от предыдущих способов, предусматривает механическое, а не термическое воздействие. Но резцом выступает обычная вода в смеси с абразивным порошком, подающаяся под высоким давлением.
Обеспечивает рез толщиной не более 0,5-1,5 мм на листах толщиной до 300 мм. При этом весь процесс происходит при температурах не выше 90 0С, что полностью исключает термические изменения структуры металла и выделение горячих паров, опасных для человека.
Гидроабразивная резка металла на станках ЧПУ позволяет обрабатывать пакеты из нескольких листов, что очень удобно при крупносерийном производстве. Недостаток — возможность коррозионных воздействий.
Газовая резка металла, как и резка сваркой (электродной), предполагает воздействие на материал температуры, которая значительно выше точки плавления в ограниченной зоне действия кислородно-пропанового потока. Отличается невысокой точностью реза, но не требует чрезмерно сложного оборудования и может производиться в любых условиях. Резка электродами приносит те же результаты, но требует подключения оборудования к электросети.
Газокислородная резка металла
Такой вариант доступен при соблюдении целого ряда условий. В первую очередь можно резать только изделия и конструкции, которые содержат строго определенное количество примесей. Конструкция не должна отличаться высокой теплопроводностью.
Важно.Чтобы температура плавления обрабатываемого материала, была выше, чем температура горения. При этом важно, чтобы разница не была меньше 50°С.
Те оксиды, которые получаются в результате резания металла должны обладать высокими показателями жидкотекучести. В противном случае они будут серьезным препятствием длясгораня основного металла. Процесс станет более дорогим и экономически не выгодным.
Технология резки газом
Данная разновидность резки не является наиболее часто используемой. Она применяется, когда необходимо раскроить сплавы до 6 см толщиной. Вся процедура происходит за счет того тепла, что выделяется при реакции окисления. При этом все продукты сгорания удаляются из области разреза непосредственно потоком газа.
Важно правильно провести подготовку к разрезанию металла, а также технологически правильно соблюдать все нюансы процесса:
- Непосредственно линию разреза, а также область на 20 см вокруг следует очистить ото всех посторонних материалов. В противном случае может случить возгорание или даже взрыв. Специалисты советуют зачистить даже ржавчину, поскольку ее наличие сильно замедлит процесс резки.
- Непосредственно под линией разреза важно сделать свободное пространство в 10-15 см. Если поток газа будет отражаться на деталь и не сможет свободно выходить, то в результате резки возникнет отрицательная турбулентность и в итоге скорость процесса очень сильно снизится.
- Режущий инструмент должен быть расположен строго по вертикали. Отклонение больше чем в 5° значительно снизить точность резки и качество выполняемой работы.
- Рабочий, выполняющий резку при помощи газа должен иметь высокий уровень квалификации.
При выполнении всех перечисленных условий, место разреза будет ровным, а скорость и качество выполняемых работ превысит многие другие варианты резки металла.
Термические способы резки
Оборудование для выполнения резки металла под воздействие температуры достаточно разнообразно. Принцип его действия основан на расплавление материала с последующим удалением из зоны реза, при этом применяется выдувание расплава или его испарение. Все виды термической резки отличаются значительной производительностью, а качество реза и стоимость выполнения работ во многом зависят от применяемой технологии.
Кислородная резка

Самая распространенная технология, широко применяется для изготовления металлоконструкций, выполнения монтажных работ. Оборудование отличается простотой в эксплуатации, при этом производительность резки существенна увеличена.
Технология газовой резки основана на создании сгорающим в обогащенной кислородом среде горючим газом или жидкостью высокой температуры. Получаемый в результате воздействия пламени расплав удаляется из рабочей зоны потоком сжатого кислорода. В качестве горючего материала используют ацетилен, пропан, керосин. При этом наибольшую температуру позволяет получить именно ацетилен, но данный газ отличается повышенной взрывоопасностью, кроме того, его стоимость несколько больше.
Газовая резка позволяет резать металл значительной толщины, при этом качество реза во многом зависит от квалификации исполнителя, но в большинстве случаев требуется дальнейшая обработка кромок.
Плазменная резка металла
Во многом более современная технология, плазменная резка металла, основана на применении высокотемпературной плазмы, получаемой из смеси газов под воздействием электрического разряда. При этом температура вещества в плазменном состоянии в несколько раз превышает даже температуру горения ацетиленовой смеси. Это позволяет существенно увеличить скорость резания, при этом термическому воздействию подвергается только непосредственная зона резания, остальные участки заготовки не успевают нагреваться. Благодаря этому удается избежать тепловой деформации металла.
Преимущества резки плазмой
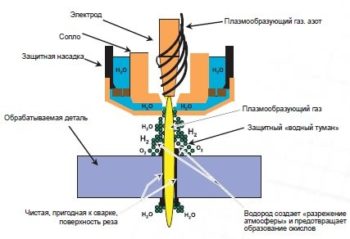
Принцип работы плазменной резки.
Самой близкой технологией является лазерная резка металлов, поэтому логично будет перечислить преимущества в сравнении с «соседкой»:
- Плазменной резке по плечу металлы любой природы, в том числе цветные, тугоплавкие и другие, сложные для обработки.
- Скорость процесса значительно выше, чем резка газовым резаком.
- Одна из значительных особенностей – возможность производить резы любой формы, включающие и геометрические узоры, и фигурную резку самой высокой сложности. Иными словами, резка с помощью плазмы – это реализация самых смелых творческих идей по металлу и другим трудно поддающимся материалам.
- Плазменному резаку нипочем любая толщина металла: скорость и качество никоим образом не теряются.
- Этому способу поддаются не только металлы, но и другие материалы: он вполне универсальный.
- Резка плазмой и быстрее, и эффективнее по качеству кромки, чем любые другие механические способы резки.
- В данном методе возможна работа не только перпендикулярно к поверхности металла, но под углом, что помогает освоить широкие листы металла.
- С экологической точки зрения это вполне благополучный вид работы с металлом с минимальным выбросом вредных веществ или загрязнений в воздух.
- Отличная экономия времени из-за отсутствия необходимости предварительно нагревать металл.
- Поскольку в методе не используются взрывоопасные газовые баллоны, он значительно безопаснее, чем другие способы.
Нюансы лазерной резки металла
Существуют два способа выполнения техники лазерной резки металла:
- методом испарения обрабатываемого металла;
- плавлением металла.
При использовании метода испарения металла требуется оборудование с большой мощностью, а это предполагает немалые энергетические затраты, что с экономической точки зрения не всегда рентабельно. Минусом такого способа также можно назвать ограничения к толщине обрабатываемых деталей. По этой причине такую технологию применяют исключительно для раскроя тонкостенных заготовок.
Наибольшее распространение в промышленности получила техника лазерной резки металла методом плавления. Такая технология в последнее время все чаще производится с применением газов (инертных, а также воздуха, азота, кислорода), которые при помощи специальных установок вдуваются в зону резания (видео процесса легко найти на сайтах в Интернете).
Такой метод энергетически менее затратный, обладает высокой производительностью, позволяет применять оборудование с небольшой мощностью для резания толстостенных металлических изделий. Не совсем корректно считать это лазерным резанием в чистом виде, будет правильнее назвать его газолазерной техникой резки металла.
Применение кислорода как вспомогательного газа при лазерной резке позволяет решить следующие существенные моменты:
- активизация окисления металла, что ведет к снижению его отражающих свойств;
- увеличение тепловой мощности в зоне резания (так как в среде кислорода горение металла происходит более активно);
- выдувание из зоны реза кислородом, подаваемым под определенным давлением, продуктов сгорания и мелких металлических частиц, что облегчает приток газа в обрабатываемую зону.
Все вышеперечисленные методики довольно популярны. Чтобы сделать выбор того или иного способа обработки сплавов, необходимо опираться на технические параметры материала и экономическую эффективность при выполнении резания.
При условии правильного применения любая из вышеописанных техник резки металла позволяет достичь отличных показателей качества.
Критерии выбора плазматрона
На что следует обратить внимание при выборе инструмента? Вот существенные критерии:
Универсальность модели
Обратите внимание на аббревиатуры в наименовании: CUT – только для металлов, TIG – аргонодуговая сварка и MMA – использование штучных электродов.
Наличие инвертора или трансформатора в качестве источника питания. Трансформаторный более мощный, инверторный – лёгкий.
Контактная или бесконтактная резка
Бесконтактные модели, как правило, более мощные.
Бытовое и промышленное назначение. Разница не только в стоимости и габаритах, но и в вольтаже подключаемой сети.
Максимально возможная толщина обработки металлов. Она зависит от мощности прибора. Для резки 1 мм толщины нержавейки и чёрных металлов нужна сила тока в 4 А, для цветных металлов – 6 А.
Длительность рабочего цикла. Этот параметр указывается в технических характеристиках изделия и считается в процентах. Например, показатель в 60% означает, что после 6 минут работы нужно дать прибору отдыхать 4 минуты. 100% показатель имеют модели трансформаторного типа. Во многих из них для охлаждения используется водяной контур.
Наличие встроенного или наружного компрессора. Встроенные варианты не отличаются мощностью, так что их чаще можно встретить в качестве бытовых приборов. Они более компактны.
Удобство пользования. Этот фактор формируется из длины шланга, и чем он длиннее, тем проще работать с прибором. Но слишком длинные шланги приводят к падению мощности.

Лучше брать прибор с запасом мощности
Если есть необходимость в длительной и непрерывной работе, лучше выбирать внешний компрессор
Ручная резка металла
Этот способ разрезания материала выполняется мастером с помощью шлицевых ножниц по металлу, угловой шлифовальной машины — «болгарки» или трубореза.
Для раскроя «болгаркой» применяют специальные абразивные круги «по металлу».

Труборезы, у которых рез выполняется дисковыми резцами-роликами из стали, используют для разрезания труб.
Скорость и точность работ, выполняемых вручную, полностью зависят от человека. Толщина разделяемого металла (особенно шлицевыми ножницами) ограничена.
Ручной метод малоэффективен, практически не эксплуатируется в промышленных масштабах. Главная сфера использования ручной резки — в быту.
Промышленные станки
В крупных металлообрабатывающих мастерских и цехах, кроме механических, используется ряд других, более продуктивных и точных методов резки металла. В качестве режущего инструмента используются:
- плазма;
- лазерный луч;
- пламя;
- струя воды под давлением.
Это исключительно промышленные методы, которые не используются в быту и кустарных мастерских, кроме газовой резки. Они требуют сложного и дорогого оборудования, расходуют много электроэнергии и окупают себя только при постоянной загрузке мощностей.
Чем резать толстый металл
Чтобы ровно и быстро разрезать толстый металл (5–160 мм), лучше обратитесь в компанию, предоставляющую соответствующие услуги.
Плоские заготовки большой толщины называют слябами. Для их обработки понадобится промышленная техника.
Газовая
Это первый термический способ резки и пайки, освоенный человечеством. Он не потерял своей актуальности и сегодня. Металл разогревается в струе горящего газа, молекулы расплава увлекаются газовой струей из разреза.
Сущность технологии
Как резать сваркой металл? Перед началом резания следует подготовить поверхность заготовки. С нее удаляют механические загрязнения, такие, как пыль, стружка, следы коррозии. В газовой горелке смешиваются горючий газ и кислородный окислитель. Они поступают через редукторы из баллонов. Пропорции регулируются с помощью клапанов.
Полученная смесь выходит через форсунку в виде узкой струи под высоким давлением. Она поджигается, резчик начинает прогревать заготовку факелом. После прогрева металл начинает плавиться, и образуется сквозное отверстие. Через него выдуваются мельчайшие капли расплава. Резчик ведет горелкой вдоль линии реза, разделяя лист на две части.
Разновидности

Виды газовой резки называют по имени газов, участвующих в процессе:
- водородная;
- ацетиленовая;
- бензиновая.
В качестве окислителя используется кислород.
По степени механизации различают следующие виды:
- ручная, резчик перемещает горелку вручную;
- машинная, горелка перемещается манипулятором или портальным приводом над листом металла;
- автоматическая, машинной резкой управляет компьютер, в который вводят программу раскроя.
Для раскроя заготовок большой толщины газовая резка зачастую является единственным способом.
Предъявляемые требования
Для получения ровного и точного разреза следует соблюдать следующие технологические требования:
- температура плавления разрезаемого металла должна быть выше, чем у его оксидов, образующихся на поверхности при контакте с кислородом;
- энергетический баланс должен иметь достаточный запас для обеспечения непрерывного резания, при этом следует учитывать коэффициент теплопроводности и теплоемкость разрезаемого материала;
- содержание углерода и легирующих присадок также оказывает сильное влияние на применимость технологии газовой резки;
- необходимо следовать правилам техники безопасности.
Преимущества технологии
Газовая резка листового металла обладает следующими преимуществами:
- раскрой листовых заготовок до 20 см толщиной;
- работа в любых пространственных положениях, что особенно ценно при демонтаже конструкций;
- низкая себестоимость операции:
- простота оборудования;
- мобильность, независимость от электропитания.
К минусам метода относят большой коэффициент отходов. Резчик должен обладать высокой квалификацией, особенно при работе с толстыми листами и в вертикальном положении.
Чем резать тонкий металл
Чтобы разрезать тонкий металл, выбирайте подходящий инструмент в зависимости от сложности работы и необходимого качества. Тонкими считаются листы толщиной до 5 мм.
Для обработки таких заготовок подойдут многие из вышеперечисленных инструментов. Лучшие варианты — болгарка, сабельная пила, электролобзик и пневматические ножницы.
Чем лучше резать металл своими руками
Выбирать режущие инструменты для обработки металла следует в зависимости от необходимой точности и толщины заготовки. В домашних условиях используют различные способы раскроя.
Частые сгибания-разгибания
Метод актуален для работы с мягкими металлическими заготовками (проволока, полосы, прутки) малой толщины. Технология пригодна лишь для черновой обработки: не дает высокой точности, но выручает, когда нет под рукой ничего, кроме пассатижей.
Можно также воспользоваться молотком и тисками: зажать в них заготовку и бить, сгибая и разгибая металл.
Рубка металла зубилом и молотком
Способ также относится к черновым. В дополнение к зубилу и молотку понадобится струбцина или тиски. Необходимо сделать разметку, зажать заготовку и приступить к рубке металла.
Для резки проволоки могут подойти кусачки. Если вручную разрезать материал не получается, нужно ударить молотком по инструменту, в котором зажата заготовка.
Ножовка по металлу
Ножовка по металлу состоит из рамы и режущего полотна. Алгоритм работы: сделать разметку, зажать деталь струбциной или тисками и приступить к обработке.
Теоретически ножовкой по металлу можно разрезать большую по толщине заготовку, но это потребует серьезных усилий и временных затрат.
Ручные ножницы
Подойдут для черновой резки тонкого мягкого металла.
Для обработки толстых заготовок существуют способы усиления инструмента.
- Одну ручку ножниц зафиксировать в тисках, а на другую надеть длинный кусок трубы. В результате получится рычаг, который в несколько раз увеличит усилие.
- Также можно воспользоваться молотком. Им бьют по верхней ручке инструмента, в котором зажата деталь.
Если усилить ручные ножницы, удастся разрезать металл толщиной 2–3 мм. Однако при этом ухудшится качество раскроя.
Электролобзик
Для обработки заготовки электролобзиком нужно вставить в него специальную пилку. Этот инструмент отлично подойдет для того, чтобы резать листовой металл, а также уголки, трубы, прутки и пр.

Фотография № 12:резка металла электролобзиком
Электролобзиком можно вырезать фигурные детали. При этом достигается высокая точность. Главный недостаток метода — не слишком высокая скорость.
Болгарка
Болгарка уже упоминалась в статье. Благодаря универсальности инструмент отлично подходит для непрофессионалов.
При отсутствии погрешностей точность резки металла будет высокой. Для финишной обработки деталей используются шифровальные и полировальные круги. Еще одно преимущество болгарок — хорошая производительность (на бытовом уровне).
Сабельная пила
Сабельная пила (электроножовка) стоит дороже и лучше подходит для раскроя металла, чем электролобзик или болгарка, по трем причинам:
- увеличенные габариты режущего инструмента — электроножовку можно оснастить пилкой длиной до 35 см;
- повышенная производительность — сабельные пилы имеют более мощные электродвигатели;
- отличное качество резки — количество отходов минимально.

Фотография № 13:резка металла сабельной пилой
Труборез
Как видно из названия, этот инструмент предназначен для разрезания труб малых и больших диаметров. Непосредственно в месте обработки с металлом контактируют острые ролики.

Фотография № 14:резка металлических труб труборезом
Лучше всего труборез подходит для мягких (медь, алюминий) труб. Главный недостаток инструмента — узкое предназначение.
Мультитул
Электрические мультитулы (реноваторы) имеют в комплекте насадки для металлообработки. Однако они не предназначены для раскроя толстых заготовок.

Фотография № 15:резка металла мультитулом
Мультитулы чаще всего используют для подрезки выступающих гвоздей и болтов. Главное преимущество реноваторов — возможность работы в труднодоступных местах.
Пневматические ножницы
Отличный инструмент, которым пользуются как любители, так и профессионалы. Бюджетные модели предназначены для резки листов толщиной до 2 мм, а дорогие аналоги справляются с более сложной работой.

Фотография № 16:резка металла пневматическими ножницами
Главное преимущество пневматических ножниц — очень высокое качество металлообработки. Резка этим инструментом не ухудшает защитных свойств черепицы, профнастила и других материалов со специальными покрытиями.
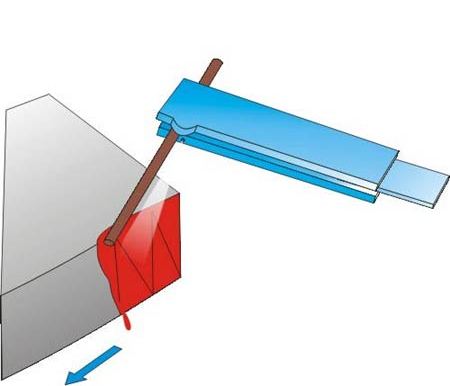
Гильотинная
Этот механический способ раскроя основан на разделении частей обрабатываемого листа более твердыми режущими кромками, к которым приложено большое усилие.
Массивный нож гильотины, двигающийся в вертикальных направляющих под действием ручного, механического либо гидравлического привода, перерубает обрабатываемый лист.
Получается ровная линия реза и высокое качество поверхности кромок.
Толщина металла ограничена 6-8 мм, технология позволяет резать только по прямой линии.
Выбор листовых ножниц
Ручные устройства для раскроя тонколистовых заготовок называют листовыми ножницами. Ножницы с ручным приводом отличаются минимальной мощностью, ограниченной мускульной силой руки работника.
Современные модели ручного электро- и пневмоинструмента оснащаются прямыми или дисковыми режущими кромками и способны разделывать листы толщиной до 3 мм, в том числе и по произвольной траектории.
Виды
Гильотины разделяются по типу привода:
- ручной, непосредственный или через систему рычагов, используется на небольших производствах и в художественных мастерских;
- электромеханический, осуществляется через редуктор от электромотора, характеризуется средней мощностью и толщиной обрабатываемых заготовок;
- гидравлический, наиболее мощный.
Менее популярными являются гильотинные станки с пневматическим приводом.
Профессиональные и промышленные режущие инструменты по металлу
Для обработки заготовок в промышленных условиях применяют профессиональные режущие инструменты по металлу.
Инструменты и станки для механической резки
Механическая резка имеет следующие преимущества:
- края разрезов получаются ровными;
- технологии экономичны;
- точность обработки высока.
Главный недостаток — механическим способом можно делать только прямолинейные разрезы.
- Болгарки чаще всего используют для резки сортового проката малого и среднего диаметров. При помощи болгарок изготавливают арматуру, уголки, а также тубы квадратного и круглого сечения. Метод отличается невысокой производительностью, но при этом количество отходов стремится к минимуму.

Фотография № 1:резка металла болгаркой
Расходный материал для обработки металла болгаркой — абразивные и алмазные круги.
- Циркулярные пилы. С их помощью можно делать разрезы под углом. Преимущества метода — высокая точность и качество. Недостатки — ограничение по глубине разреза, большое количество отходов.

Фотография № 2:резка металла циркулярной пилой
- Гильотины. Заготовки разделяются на части методом рубки. Этот способ обработки считается наиболее продуктивным и дешевым, однако не предназначен для изготовления деталей сложной конфигурации.

Фотография № 3:рубка металла при помощи гильотины
- Ленточнопильные станки предназначены для резки любых металлов и сплавов. Метод отличается низким количеством отходов. Края разрезов получаются максимально ровными. Имеются ограничения по размерам заготовок.
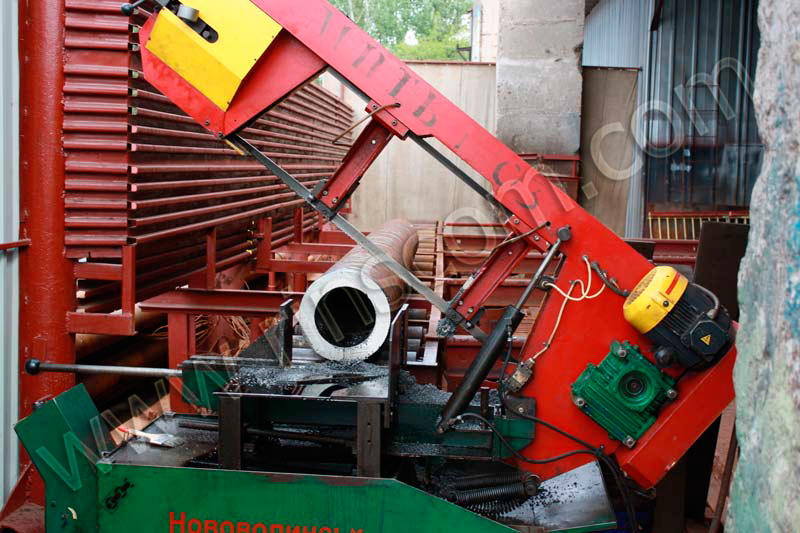
Фотография № 4:резка металла на ленточнопильном станке
Гидроабразивная резка
Металл разрезается на специальном оборудовании при помощи раствора (вода + абразивный песок), который подается под высоким давлением через узкое сопло. Инновационная технология предназначена для резки металла толщиной до 30 см. Полученные детали не требуют дополнительной обработки. При этом металл не деформируется, т. к. термическое воздействие отсутствует.

Фотография № 5:гидроабразивная резка металла
Этот метод обработки стоит очень дорого и не подходит для металлов, подверженных коррозии.
Технологии горячей резки
- Лазерная. Заготовки обрабатывают на специальных станках. При воздействии лазерного луча часть металла испаряется. Остатки расплавленного материала выдуваются газовой смесью.

Фотография № 6:лазерная резка металла
При помощи лазерной резки получают любые по конфигурации высокоточные детали, которые не требуют дополнительной обработки. Однако метод имеет недостатки:
- ограничение по толщине металла — на лазерных станках можно обрабатывать заготовки толщиной до 20 мм;
- дороговизна — цены на станки и их эксплуатацию держатся на высоком уровне;
- ограничение по типам металлов — лазерная обработка не подходит для нержавеющей стали, алюминия и других сплавов с высокой отражающей способностью.
- Газовая. Заготовки обрабатываются на специальных станках. Технология резки основана на интенсивном оплавлении металла. Оно происходит под воздействием направленного потока газокислородной смеси.

Фотография № 7:газовая резка металла
Метод подходит для черновой резки металлов и сплавов с низкой теплопроводностью. В местах обработки под воздействием высоких температур образуются окалины и наплывы. Полученные детали требуют дополнительной обработки.
- Плазменная. Металл разрезается смесью газов, подаваемой под высоким давлением. В результате материал плавится и выгорает, а остатки и окалины полностью выдуваются.

Фотография № 8:плазменная резка металла
Плазменная резка имеет следующие преимущества:
- экономичность — количество отходов стремится к минимуму, полученные детали не требуют дополнительной обработки;
- производительность — плазменная резка происходит быстрее лазерной, гидроабразивной и механической в 4, 8 и 10 раз соответственно;
- универсальность — технология подходит для обработки любых токопроводящих металлов толщиной от 1 мм до 15 см.
Плазменную резку применяют как для серийного, так и для единичного производства.
Техника плазменной резки металла
Для получения аккуратного и ровного реза (без шлака, наплывов и окалин) необходимо установить правильное значение силы тока, необходимого для резания данного материала на используемом сварочном оборудовании. Чтобы это выполнить, следует знать, какая сила тока может расплавить 1 мм материала.
Каждый вид металла будет иметь свое определенное значение:
- При резании цветных металлов и их сплавов необходимо устанавливать параметр силы тока 6 А на 1 мм толщины заготовки.
- При обработке стали и чугуна – 4 А.
Например, при резании стального листового материала толщиной 20 мм на сварочном оборудовании необходимо установить параметр силы тока не менее 80 А, а для обработки алюминиевого листа с такой же толщиной – 120 А. Но не только это следует учитывать при резании. Для того чтобы металл успевал расплавляться при резании и при этом не деформировался от теплового воздействия плазмы, важно подбирать оптимальную скорость движения резака, диапазон которой колеблется от 0,2 до 2 м/мин в зависимости от вида металла, толщины заготовки и установленной силы тока.
Непосредственно перед резанием необходимо продуть резак газом. Для этого надо нажать и отпустить кнопку поджига на резаке, после этого плазмотрон перейдет в режим продувания. Прежде чем зажечь дугу, следует выждать не менее 30 секунд, за это время из резака удалятся инородные частицы и конденсат. Только после этого можно нажать на кнопку розжига – возникнет дежурная или пилотная дуга. Обычно время горения пилотной дуги составляет не более 2 секунд. Поэтому за это время должно произойти воспламенение рабочей дуги.
Пилотная дуга сразу же погаснет, как только возникнет рабочая. Если с первой попытки не удается получить рабочую дугу, то следует на резаке отпустить кнопку и повторно ее нажать – тем самым запустится новый цикл. Причиной отсутствия дуги могут быть неполадки в работе электроэлементов, неправильная сборка плазмотрона или недостаточное давление воздуха в пневмосистеме. В этом случае требуется выключить аппарат, проверить давление на входе и надежность соединения, а после этого сделать попытку розжига еще раз.
Следует также учитывать, что при резании металла рабочая дуга может потухнуть. Такое обычно происходит из-за износа электрода, но наиболее часто угасание рабочей дуги бывает по причине несоблюдения установленного расстояния между деталью и резаком. Безусловно, это негативно отразится на качестве реза и скорости выполнения работ.
Кроме того, в промышленности используются аппараты плазменной резки, в которых техника резки металла производится с упором на сопло, другими словами, вплотную к заготовке – это означает, что не нужно соблюдать определенного расстояния. Но в основном оборудование на это не рассчитано, так как сопло довольно быстро изнашивается, что приводит к отключению резака.
Зазор между соплом и заготовкой в 1,6–3 мм для них будет идеальным. При увеличении этого расстояния происходит затухание дуги, ее придется поджигать вновь, и ровного реза вы не достигнете. Очень важно выдерживать одинаковое расстояние при кропотливых работах, к примеру, при фигурной резке. Чтобы держать постоянный зазор, большинство опытных сварщиков при сварке устанавливают на резак ограничительную насадку, которая опирается на заготовку вместо сопла.
Важно помнить, что удерживать резак нужно так, чтобы сопло располагалось перпендикулярно заготовке. Отклонение не должно превышать 10–50°, иначе аккуратного реза не достичь. При резании металлической заготовки, толщина которой не превышает 25 % от максимально допустимой производителем, необходимо удерживать горелку под небольшим углом, а не перпендикулярно к поверхности. Так можно избежать сильных деформаций тонкостенной металлической заготовки. Особо надо следить, чтобы на сопло резака не попадали расплавленные частицы металла.
Также следует помнить, что электрод и сопло – это оснастка, которая при выполнении работ наиболее сильно изнашивается. Согласно инструкции, необходимо своевременно производить их замену. В этом случае при такой технике резки металла можно достичь стабильной дуги без шлаков и наплывов на обработанной поверхности, а также аккуратного и ровного реза.
Механические варианты резки металла
При влиянии чистой механики используется самый широкий круг инструментов: диски, пилы, прессы, механические резаки. Такие способы воздействия на металл работают не только на промышленном уровне, но и в небольших гаражах на самом бытовом производстве.
Отрезные станки с заменяемыми дисковыми частями (болгарки) используется как стационарное оборудование, так и в качестве мобильного. Резать таким инструментом можно трубы,, разные конструкции, профиля и листы разных сплавов. При этом инструмент отличается высокой точностью выполнения работ, а также скоростью.
Рубка металла — в таком случае есть горизонтальный ножик. Он прижимается к листу металла и разрушает его в зоне контакта. Усиливает работу пресса гидравлика, пневматика или эксцентриковый механизм.
Также резка и рубка профлиста прекрасно выполняется на гильотинах сабельного типа. Рубка на гильотине предполагает ограничения по некоторым конструкциям со сложной структурой.
Ленточнопильный станок считается наиболее универсальным вариантом для резки любых изделий из металла. При таком варианте резки снижаются потери тепла, а сам процесс происходит под любым удобным углом. Минус станка в том, что резка доступна только для определенных размеров металла и деталей.

Приборы для плазменной резки
На прилавках специализированных магазинов вы встретите приборы двух типов: для бесконтактной и контактной резки.
Бесконтактная резка используется для обработки пластика и натурального камня. В таких устройствах плазма образуется между соплом и электродом.

Бесконтактная резка используется для обработки пластика и натурального камня
Контактная обработка подразумевает непосредственное соприкосновение электродуги с металлом. Именно такие устройства обычно приобретают для бытовых нужд.
Автоматические устройства
Такие приборы можно встретить на промышленных предприятиях. Они управляются с помощью компьютеризированных систем и позволяют точно кроить серийные листовые детали толщиной до 7 см. Обычно это очень мощные агрегаты, которые питаются от сети в 380 В.

Стоимость подобных агрегатов – от миллиона рублей и выше
Резка металла электродуговой сваркой — принцип процесса

Резка металла электродуговой сваркой процесс не сложный:
- для начала выбираем режим тока на аппарате, который определяем в зависимости от толщины разрезаемого металла. Сила тока должна быть сильнее, чем при сварке на 30-40%. Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.;
- затем приставляем электрод к металлу и немного разогреваем его, постепенно вдавливая его в разрезаемый материал, делаем это в процессе резки все время, чтобы произошел прорез;
- когда разрезаем металлическую пластину, ее нужно поставить вертикально, чтобы окалина или «сопли» стекали вниз и не прилипали на изделие;
- выбрать специальный электрод для резки, так как они отличаются от сварочной.
Резка металла электродуговой сваркой выполняется режущим электродом, который отличается высокой мощностью дуги, высокой теплостойкостью покрытия, более быстрым процессом окисления жидкого металла. Электрод марки ОЗР-1 применяется для резки проплавки отверстий, удаления дефектов на изделии. Марку ОЗР-2 используют для разрезания арматуры до 40мм., для резки, строжки, прошивки отверстий, устранение дефектов сварки и других подобных работ. Резка производится на повышенных режимах возвратно-поступательными движениями. Угольный электрод является подходящим для разреза чугуна, цветных металлов. Он может резать большие толщины стали до 16мм., сила тока достигает 400А.
Резка металла электродуговой сваркой замечательно выполняется сварочным аппаратом «RezonverHybrid», который соответствует всем европейским стандартам качества. Он очень компактный, легкий (3,5кг.), на 200А, при резке расходуется 30А, высокопроизводительный, 98%КПД, качество работы на 13% выше других аппаратов, надежно защищен от скачков напряжения и коротких замыканий. Его можно использовать при напряжении всего 160В. В режиме резки легко справляется с любой сталью, независимо от толщины, плотности. Способность резать цветные металлы достаточно быстро.
Какие недостатки электродуговой резки:
- низкая производительность выполненной работы;
- низкое качество реза;
- образовавшиеся наплывы на детали;
Преимущества такой резки:
- высокая скорость выполненной работы, значительная экономия времени;
- способность работать с любым металлом, сплавом;
- способность выполнять рез любой формы разреза;
- не требуется сложное оборудование, специальное помещение, особые условия.
Все это говорит о том, что процесс резки электродуговым методом является практичным и распространенным.
- https://WikiMetall.ru/metalloobrabotka/vidyi-rezki-metalla.html
- https://DokMetall.ru/vidy-rezki-metalla/
- https://steelguide.ru/rezka-metalla/obzor-texnologij-i-vidov-rezki-metalla.html
- https://rusinfo.info/cto-takoe-rezka-metalla
- https://vt-metall.ru/articles/656-texnika-rezki-metalla
- https://www.okorrozii.com/rezka-metalla.html
- https://www.pvlt.ru/stati/sposoby-i-tekhnologiya-rezki-metalla
- https://www.rinscom.com/articles/rezka-metalla/
- https://svarka.guru/tehnika/opredelennih-metallov/sposoby-rezki.html











